Engineering Studies
Fluctuating energy prices and a volatile regulatory environment have pushed the energy industry to focus on improving the efficiency of their existing operations. Indeck Keystone Energy is uniquely qualified to help our customers get the most out of their steam generating equipment. Indeck Keystone Energy Engineering Studies are conducted to analyze boiler performance and make recommendations base on regulatory or site changes for heat recovery steam generators (HRSG’s), waste heat boilers, package units, and field erected units firing a wide variety of solid, liquid, and gaseous fuels. Performance tests, studies and surveys may also be conducted to address specific customer concerns such as boiler circulation, steam purity, code material selection, combustion systems, pollution control, and boiler efficiency. Indeck Keystone Energy has the experience and knowledge to optimize your system and improve its performance, and our focus on customer service ensures that you will be satisfied with the end result.
Indeck Keystone Energy can provide a number of engineering services including:
- Evaluation
- Analysis and design upgrades to help improve boiler performance
- Increase steam output
- Change in steam temperature
- Improve boiler rates
- Reduce cold end corrosion
- Change fuels
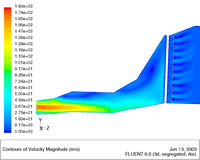
- Conduct computerized fluid dynamic (CFD) flow modeling
- Add duct burners to heat recpver steam generators
- Perform boiler water / steam circulation studies
- Obtain emission reduction through component replacement
- Flue gas recirculation
- Fuel switching or blending and / or boiler alterations to lower flame temperature
- Evaluate new operating conditions
- Provide solutions to unique boiler problems
Types of Engineering Studies
- Boiler Performance
- Overfire Air Systems
- Studies / “What if” Scenerios
- Fuel Conversion
- Emission Reduction
- Efficiency Improvement
- Increased Steam Flow
- Design Enhancements for Specific Site Conditions
- Testing
Recent Projects
- Provided replacement shop assembled superheater and evaporator modules for a 1985 fluidized bed boiler and upgraded both modules to meet new operating conditions.
Upgrades included:
- Heavy stainless support steel in the gas stream
- Expansion controlled inner casing liner for the evaporator
- Expansion roller/support and tube lock down scheme in the superheater module’s tube bundle
- High grade refractory and stainless steel anchors in the superheater module
- Stainless steel tube shields and at critical gas paths in both modules
- Increased the steam output of a 1974 waste heat boiler from 121,000 pph to 200,000 pph to accommodate higher gas flows.
- Increased the steam output of a 1972 industrial package boiler from 150,000 pph to 210,000 pph to accommodate new operating requirements.
- Investigated and solved the problem of furnace tube failures in a 1974 2-drum boiler caused by operating conditions.
- Converted a pulverized coal fired 1977 boiler to a turbine exhaust gas heat recovery boiler.
- Converted a fresh air fired 1999 heat recover boiler to allow operation with turbine gas exhaust.
- Rebuilt and redesigned four (4) competitor’s 1980 refused derived fuel (RDF) boilers by adding furnace height and our Travagrate® Stoker to each boiler to meet new operating conditions.
- Designed a 1985 waste heat boiler’s superheater by upgrading the tube material and expansion system due to higher operating conditions of a fluidized bed combustor.
- Designed steam drum purifiers to obtain 1 ppm steam purity and installed anti-vibration flue gas baffles on a 1970 waste heat boiler to accommodate a 50% increase in the flue gas flow rate.
- Factory rebuilt several 1960 & 1970 industrial package boilers salvaging only the steam and mud drums and updating design features to current standards.
- Improved boiler start-up ramp rate of an auxiliary 1967 industrial package boiler from several hours to minutes.
- Increased a 1989 industrial package boiler’s gas side casing and design to accommodate new higher gas side operating conditions.
- Replaced a Lunstrom air preheater with a fintube economizer to help improve boiler efficiency on two (2) 1968 and 1979 industrial package boilers.
- Redesigned the superheater on two (2) – 1979 industrial package boilers by providing a steam cooled tube support system to match new cyclic operations and accommodate field installation. We also provided all the inner and outer casing upgraded to current designs.
- Upgraded a 1970 industrial package boiler’s rear wall tubes for greater thermal expansion and provided a lower drum steam heating coil to keep the boiler on hot stand-by.
- Obtained 60% NOx reduction without FGR by changing out a dual burner installation to a single burner application on a 1967 industrial package boilers.
- Installed FGR on two (2) existing 1972 industrial package boilers and obtained 70% NOx reduction with our Indeck Keystone Energy burner.
- Increased boiler efficiency on a 1992 wood and tire fired boiler.
- Provided a replacement superheater module for a 1985 waste heat boiler without removing existing side casing and structures.
- Improved the ramp rate of a 1992 industrial package boiler to allow ramping from 4% to 100% MCR in 6 minutes.